243


压痕应变法的基本原理
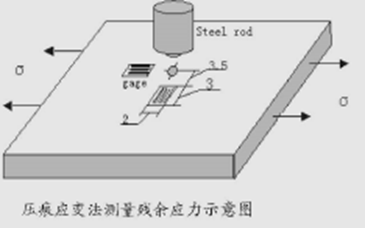
压痕应变法是一种无损(轻微损耗)的残余应力检测方法,在测试原理上与盲孔法相似,压痕应变法也采用电阻应变片作为测量用敏感元件,在应变花中心部位采用冲击加载制造压痕以代替钻孔,通过应变仪记录压痕区外弹性区应变增量的变化,从而获得对应于残余应力大小的真实弹性应变,求出残余应力的大小,见示意图。真实弹性应变的求解方法直接按标定公式进行计算, 目前它还需要像盲孔法那样事先对要测的材料进行简单的标定。
为了得到对称的附加应力场,采用直径1.5mm的硬质合金钢球制造压痕。将带有钢球的一端垂直置于欲制压痕的位置(应变花轴线中心),以一定动量冲击支撑杆的另一端。压痕诱导的叠加应变增量由事先粘贴的应变花测取。
早期的研究结果表明,动载压痕下的两条基本规律是:1)相同尺寸的球形压痕在残余应力场的主应力方向上产生的应变增量与残余应力场中的主应变成正比;2)在相同的残余应力场中,主应力方向上的球形压痕直径与距压痕中心固定距离处的应变增量成正比。
国家标准 GB/T 24179-2023 金属材料 残余应力测定 压痕应变法(点击下载国家标准)


• 采用 ARM 主板,内嵌 Windows CE 操作系统。
• 具有体积小、重量轻、功能强、测试方便快捷,计算更准确等特点。
• 液晶触摸屏菜单方式简单明了,外接 USB 口可进行通信及存储。
• 机内带有 3 点应变自动调零、自动测试、测试数据屏幕显示、贮存、数据处理(将应变值转化为应力值)等功能。
• 最大测量误差15~20MPa,主要用于测量材料硬度小于HRC50的场合。
系统参数:
| 输入通道 | 4通道 |
| 采样速度 | 10Hz/通道 |
| 输入范围 | ±30000με |
| 分辨率 | 0.1με |
| 测量误差 | ≤±0.1% |
| 应力误差 | ≤10MPa |
| 压头直径 | 1.58mm |
| 压痕尺寸 | 压痕直径1.0-1.2mm |
| 压痕深度 | 0.15-0.2mm |
| 数据处理 | WinCE系统,7寸触摸屏,自带应力计算显示存储功能 |
压痕应变法和应力释放法相反,它是通过叠加应力场引起的应变增量计算原始残余应力。在含有残余应力的构件表面,贴上双向或三向应变花,应变栅的方向应尽量与主应力方向一致(当残余应力幅值小于0.5倍材料屈服点时可以不作此要求)。在应变片的交点中心打击一个压痕,通过测量输出应变值,采用事先在实验室标定得到的计算常数,按胡克定律即可计算出沿应变片方向原始残余应力。从已有工程应用结果看,这类方法既有应力释放法的优点,测试设备相对简单,测试结果准确可靠,又有物性法的优点,被测件表面无明显损伤(压痕直径约1.2mm,深度0.2mm),属于无损应力检测方法。对表面应力梯度大的残余应力分布测量更有独到之处。
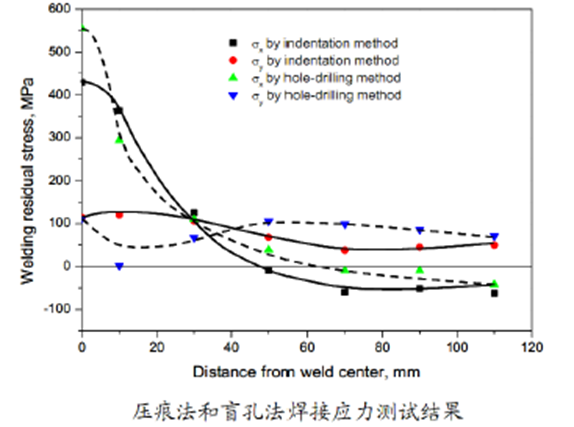
压痕应变法和盲孔法测量16Mn钢板(28mm厚)中的焊接残余应力的结果对比,可以看出该方法要优于盲孔法。
传动轴残余应力测试
成功案例
南高齿高速齿轮制造公司,宝钢集团,水利部长春机械所,中船725所,浙江大学,北航,中国石油大学,內工大,金童石化等
案列名称:传动轴承压痕残余应力测试
项目现场:马鞍山某公司
监测设备:压痕残余应力测试仪
测试项目:针对传动轴环形焊缝边缘的热影响区进行残余应力测试
测试内容:由于金属材料的特性、焊接方法、焊接材料等因素,在焊缝处会产生残余应力,从而影响产品的耐久、强度等,本次测试针对焊缝边缘的热影响区进行测试
具体测试分析内容包括:
1、选取测点
2、在测点布置应变花
3、布置打击装置
4、分析残余应力的大小及分布
5、测试传感器配置表
本次测试共使用
1、残余应力测试仪 1台
2、压痕打击装置 1套
3、残余应力专用应变花 6片

系统参数
1、应变输入通道:10~100通道可选。
2、A/D采样速度:10Hz/通道,同步采集。
3、应变输入范围:±32768με。
4、应变桥压: 2.5V。
5、分辨率:24位A/D采样。
6、应变测量分辨率:0.1με。
7、测量误差:≤±0.1%。
8、压痕定点打击对中精度:0.05mm。
9、压痕尺寸测量精度:0.01mm。
10、应力计算显示精度:1MPa。
11、应力测量误差:≤20MPa。
12、压头直径:1.58mm。
13、球冠压痕尺寸范围:压痕直径1.0-1.2mm,压痕深度:0.15-0.2mm。
14、数据存储:WINCE手持机存储,内置32G存储卡,数据终身保存。
售后服务:
质保期1年,质保期过后供方对设备提供成本维修,配件以优惠价格供应。质保期内出现的设备质量问题由我司负责保修或包换。软件产品的更新、升级为终生免费服务。设备质量问题4小时内响应,24小时内提供解决方案,不能及时解决的提供备用设备。